- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search





loading








| Availability: | |
|---|---|
| Quantity: | |
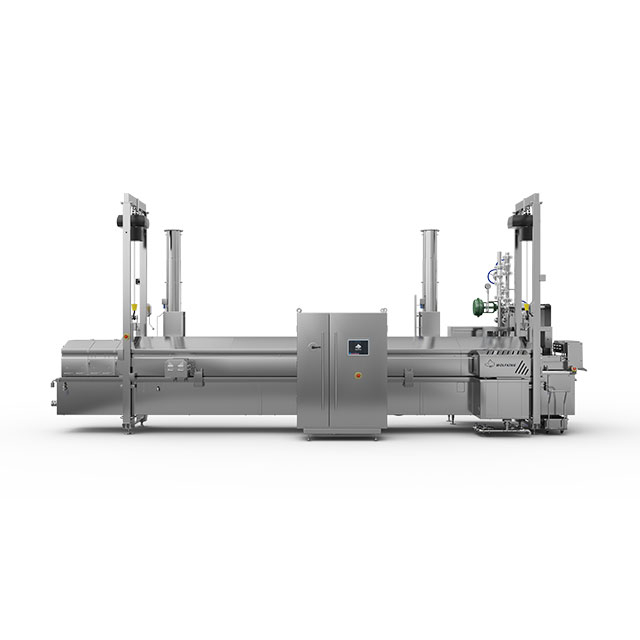
This fryer offers versatile performance, capable of handling a wide range of frying processes, including flash frying, searing, full cooking, and multi-purpose processing. With continuous high-performance operation, it ensures stability and consistency in large-scale production.
The fryer adopts a highly efficient oil circulation system for precise temperature control and uniform heat transfer, guaranteeing product color, taste, and quality. An integrated oil-level radar monitoring system works with external oil management for better oil quality maintenance. Its built-in continuous sediment removal and separation system effectively extends oil life and reduces maintenance costs.
The conveyor system is highly adaptable, with flexible adjustments based on product characteristics. Powered by stainless-steel gear motors, it ensures durability and compliance with hygiene standards. Both the height and gap of the top conveyor belt can be continuously adjusted to suit different product sizes.
Additionally, the fryer can seamlessly integrate with Wolfkingtech’s conveyor systems, front-end preparation equipment, back-end steamers, ovens, and freezers, delivering a complete processing solution that significantly boosts automation and production efficiency.
High throughput while ensuring multi-product processing quality
Stable temperature operation with low energy consumption; optional electric heating or thermal oil system
Precise temperature and time control for ideal taste, color, and yield
Compact design saves space and reduces operating costs
Oil Circulation System
High-efficiency oil circulation for superior heat transfer and consistent processing
High-performance heating elements (electric or thermal oil) for rapid heating and improved efficiency
Variable-speed pump-driven circulation for precise energy delivery and uniform temperature control
Smart oil-level radar monitoring with two-way communication to external oil control systems for dynamic oil adjustment
Conveyor Belt System
Top and bottom conveyors powered by stainless-steel gear motors for stable, durable, and hygienic operation
Multiple conveyor configurations adaptable to different products
Adjustable top belt height (25–80 mm) for diverse product specifications
Stepless adjustment of belt gap, speed, and temperature for accurate process control
Oil Filtration System
Sediment separation and transfer device extends oil life and maintains oil quality
Continuous sediment removal at the inlet ensures clean oil and product quality
Surface skimming system removes floating particles in real time, reducing oil degradation risks
Exhaust System
Efficient exhaust system with filters and stainless-steel ducting safely removes fumes from the production area
Optional advanced filtration effectively removes impurities, ensuring a cleaner production environment
Latest hygienic design ensures full compliance with food safety standards
Easy to operate and clean, combining safety with efficiency
CIP (Clean-in-Place) automatic cleaning with pre-connected auto-drain for quick maintenance
Multi-layered safety protections: over-temperature, low oil-level control, mechanical/electrical interlocks, optical and acoustic alarms
Sediment removal unit combines scraper, filter mesh, and a water-spray collection cart to prevent ignition and reduce fire risks
Steam-sealed insulation between oil tank and cover ensures efficient sealing
Constructed with stainless steel and food-grade materials for durability and hygiene compliance
Built with internationally recognized electrical components for stable and reliable performance
Intuitive HMI (Human-Machine Interface) for simple operation and real-time monitoring
Recipe control system for flexible adjustment of belt speed, oil temperature, and process parameters
Supports remote maintenance and Industry 4.0 connectivity for smart production and data management